Birring – NDT for detection of HTHA
HTHA IS DANGEROUS AND MUST BE TAKEN SERIOUSLY
PLEASE SEE SAFETY ALERT JULY 2016, FROM USCSB
RELIABILITY OF HTHA INSPECTIONS
HTHA is dangerous, difficult to detect and can be missed. HTHA failures have led to severe burn injuries and fatalities. This inspection should have high degree of reliability. No chances can be taken. We have run into a significant case where Advanced Ultrasonic Backscatter Technique (AUBT) missed last stages of HTHA in a reactor (see case study below).
BACKGROUND
Steel suffers from hydrogen damage or high temperature hydrogen attack when a seepage of hydrogen reacts with metal carbides to form methane gas. This reaction decarburizes the steel, produces micro cracks, and lowers the toughness of the steel, but does not necessarily cause a loss of thickness. Detection of hydrogen attack is important to ensure the safe operation of pressure vessels and piping that is susceptible to such damage.
MC + 4H = M (M:metal) +CH4 (methane)
The type of damage caused by hydrogen attack depends on the source. The source of hydrogen in boiler tubes is from a reaction of steam and steel. Hydrogen damage in boiler tubes is, therefore, always associated with ID corrosion. However, in chemical plant the source of the hydrogen is from the flow stream (hydrocarbons) and, therefore, there is no corrosion associated with hydrogen attack.

HTHA failure in a refinery – 1989
DEVELOPMENT OF NDE TECHNOLOGY BY A.S. BIRRING SINCE 1981
Anmol Birring, President of NDE Associates, Inc., has been involved with the development of NDT techniques for detection of HTHA since 1981. Most of the inspections at that time used the ultrasonic amplitude technique, the reliability of which was always questionable. Mr. Birring worked on several projects on this subject with JGC, Japan, Idemitsu, Japan, EPRI and Chevron, Richmond. During that period, he identified the relationship of ultrasonic backscatter with HTHA. In 1990, he was awarded US Patent, 4,890,496 for developing this technology. Since then backscatter technique has been widely used worldwide in the petrochemical plants.
BACKSCATTER RECOGNITION TECHNIQUE
Anmol Birring’s inspection technique depends on recognizing the patterns of backscatter signals in the time and spatial domains to HTHA. Detection of HTHA is not straight forward and requires skill in identifying these unique backscatter patterns that match with HTHA.
We provide consulting services worldwide for HTHA assessment.
CASE STUDY 2004 – HTHA DETECTED IN A C-0.5 Mo REACTOR of TOTAL Refining in Le Harve, France
In 2004, Anmol Birring inspected a C-0.5 Mo reactor at the Total refinery in Le Harve, France. The reactor was placed in service in 1972 . The refinery was concerned of any damage by HTHA as the reactor was operating above the C-steel curve. In 2004 Anmol inspected the reactor using the ultrasonic backscatter technique and found significant levels of HTHA. Follow-up metallurgical, replication and magnetic particle tests confirmed severe HTHA. Sectioning showed that 60% of the welds were damaged. Based on the results, the refinery took the reactor out of service immediately after the inspection. The same reactor inspected previously in 2002 using AUBT by another company had reported – ” no HTHA”.
Anmol does not use or endorse AUBT.
Many technicians conduct HTHA inspections but the question is have they ever positively found HTHA.
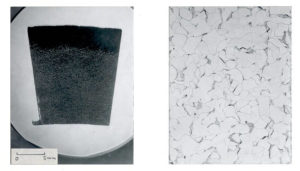
Hydrogen attack in the 18 mm thick pipe from a failure in a Refinery de-suphurization plant in Japan. Failure date March 31, 1982. Note the depth of HTHA at failure is 70 percent.
NDT TECHNIQUES FOR PETROCHEMICAL PLANTS
Both the base metal and weld HAZ should be inspected for hydrogen attack.
Base metal attack is detected by using a combination of ultrasonic back-scatter and velocity measurements (4, 5,6, 7). Hydrogen attack increases the ultrasonic backscatter and reduces the ultrasonic velocity in the material. In particular, HTHA increases the ratio of S-wave to L-wave velocities. The backscatter and velocity ratio measurements are applied to detect hydrogen attack. The ultrasonic backscatter technique was developed by A. S. Birring in 1989 and was first applied at the Chevron Richmond Refinery in 1989 (5). Details of the UT techniques for HTHA inspection are given in references 4 and 5.
Application of the ultrasonic techniques for HTHA detection requires an individual with a good understanding of the mechanism of HTHA and how it affects the propagation and scattering of ultrasonic waves. One has to understand that that while hydrogen attack affects velocity-ratio, backscatter and the frequency of the reflected signal, other material anomalies can influence these ultrasonic parameters as well and give a false calls. For example, ultrasonic frequency of the reflected signal is affected by grain size, material microstructure and surface roughness in addition to HTHA. Ultrasonic inspection for this application is therefore not straight forward and requires a logical test methodology and a skilled operator to identify specific backscatter patterns related to detect HTHA. It is most important that owners diligently select inspection personnel.

Application of ultrasonic backscatter for detection of HTHA. Inspection is performed from the component OD. The ultrasonic backscatter is ID connected.
Weld HAZ attack is detected using highly focused phased arrays. Since cracking caused by hydrogen attack is in the weld HAZ is extremely fine, the inspection is done at a very high sensitivity.
Phased Arrays are not recommended for detection of base metal HTHA. Verification of attack can be done by surface replication.
HTHA IN PETROCHEMICAL PLANTS
High temperature hydrogen attack (HTHA) in the petrochemical is caused when the hydrogen from the stream seeps into carbon and low alloy steels at high temperatures. Hydrogen reacts with the carbides in the steel, decarburizing the steel and forming methane gas bubbles at the grain boundaries with no loss of thickness. The methane gas bubbles grow with time and result in micro cracking. The combination of micro cracking and decaburization reduces the fracture toughness of steels and lead to major failures.
HTHA is triggered in the components operating at high temperatures and high hydrogen partial pressure. API 941’s Nelson curves provide information about the safe operating environment for components operating in hydrogen environments (1). Components operating in the unsafe environments are susceptible to hydrogen attack. The concern is especially true for C-1/2 Mo steels whose curve has been been lowered and now dropped to the same level as that carbon steel (1). Because of this drop, some of the C-1/2 Mo components originally operating in the safe region are now in the unsafe region of the Nelson curves. These components should either be inspected regularly for evidence of HTHA or replaced with a higher grade of steel.
Hydrogen Attack can occur both in the base metal and the weld HAZ. The attack in the base metal is wide spread and distributed uniformly. In addition to temperature and hydrogen partial pressure, the susceptibility of attack also also depends on the microstrocture ferrite/bainite or ferrite/pearlite with quasi M23C6 carbide (2). Weld attack is very localized and grows along the HAZ. The susceptibility of attack in the weld HAZ depends on the heat treatment. Post-weld heat treated welds are less susceptible to hydrogen attack compared to the welds that are not heat treated. There have been several cases where the depth of the attack in the HAZ is greater than the depth in the base metal. It is therefore imperative that both the base metal and the weld HAZ be inspected for presence of hydrogen attack.
Some of the factors that are important for scheduling inspections are as follows:
- operating conditions (partial pressure of hydrogen and temperature) relative to the operating limits provided in API 941 (1).
- slow cooled C-1/2 Mo steels have less resistance to hydrogen attack than normalized steels (2).
- post-weld heat treated welds are less susceptible to hydrogen attack compared to the welds that are not heat treated.
A general discussion of HTHA prediction is given in reference 5.
PLANNING FOR HTHA INSPECTIONS
1. The preferred approach should be to replace C-1/2 Mo Equipment operating above the API 941 limits.
2. Reactors, heat exchangers shells and other thicker equipment must be inspected at the earliest if immediate replacement is not possible. Ultrasonic backscatter inspection must be performed by skilled inspectors who who understand HTHA backscatter patterns and have a track record of detecting actual HTHA in the plant equipment, not just inspecting for HTHA.
3. Ultrasonic calibration for backscatter and velocity ratio should be performed/verified on a sample with service induced HTHA. This is very important as it gives a representative test sample to establish and verify calibration.
4. Selection of inspection locations is critical. Inspection must be performed at the hottest locations of the equipment. HTHA susceptibility is highly dependent on the heat of the plate and is not very well understood. Just a small difference in heat input or treatment can make a major difference in HTHA susceptibility. So one plate/spool may be totally free of HTHA while the adjoining plate/spool operating at the same temp/pressure conditions in the same vessel may have high levels of HTHA. Each and every plate of the vessel must therefore be tested at both ends. Preferred locations for HTHA are the intersection points of the plates/spool.
5. Any suspect areas detected by ultrasonic testing must be verified by replication of magnetic particle testing from the inside surface.
Anmol Birring has performed several HTHA inspections.
- Total Fina, Le Harve, France, 2004 – HTHA Detected
- Total, Rome, Italy, 2005
- Total, Milford Haven, UK, 2007
- Chevron Oil, Richmond Refinery, CA. Conduct follow up inspections after the April 1989 fire caused by Hydrogen Attack failure.
- Chevron, Pascagoula, MS
- BP, Texas City, 2005
- other refineries in US, Canada
- Huntsman Chemicals, Melbourne, Australia.
- SK Oil, Korea. Conduct follow up inspections after the failure caused by Hydrogen Attack. Failure date: May 13, 1999.
- CF (Fertilizers) Industries, Donaldsonville, Louisiana.
- Conoco Oil Company, Billings Refinery, MT and Denver Refinery, CO.
- US Oil and Refining, Tacoma, WA
Note: This website is solely for informational purposes. In no event will this company be responsible for any loss or damages resulting from any viewer’s use of these materials.
REFERENCES
- Steels for Hydrogen Service at Elevated Temperatures and Pressure in Petroleum Refineries and Petrochemical Plants, API Recommended Practice 941, American Petroleum Institute.
- T. Ishiguro, H.Yamamoto, K. Kawano, et al, “Metallurgical Effect on Hydrogen Attack Damage in C-½Mo Steels,” Proceedings, 1996 ASME/ICPVT Pressure Vessels and piping Conference, 21-26 July, 1996
- K. Kawano, “Recent Activities in High Temperature Hydrogen Attack,” to be presented in 2005.
- A. S. Birring, et al. “Method and Means for Detection of Hydrogen Attack by Ultrasonic Wave Velocity Measurements” US Patent, 4,890,496, January 2, 1990
- A. S. Birring and K. Kawano, “Ultrasonic Detection of Hydrogen Attack in Steels,” Corrosion, March, 1989.
- A. S. Birring, M. Riethmuller, and K. Kawano, “Ultrasonic Techniques for Detection of High Temperature Hydrogen Attack,” Materials Evaluation, February, 2005.
- C Leneve and M Richez, ” Use of the the NDT for the Detection of High Temperature Hydrogen Attack and Assessment of a Reactor”, Esope 2010, Paris, France, Sep 2010